I metodi di oliatura tradizionalmente usati sono
quelli per contatto (a straccio, a rullo, a tampone) e
quelli a spruzzo (pneumatico o ad alta pressione).
I metodi per contatto risentono sempre della non perfetta planarità della superficie che dà luogo a disuniformità di spessore o a zone o striscie del tutto mancanti di prodotto. Con questi metodi è quindi necessario applicare grammature fortemente in eccesso per garantire che in ogni punto della superficie trattata venga raggiunto almeno il minimo spessore necessario.
I metodi a spruzzo danno luogo a un più o meno importante "overspray" che riduce notevolmente la resa di deposizione, creando in pari tempo seri problemi di inquinamento ambientale e dando anche luogo a pericolo di incendio ed esplosione per la presenza di una nuvola di particelle di natura organica finemente disperse nell'aria.
In entrambi i casi i consumi di prodotto sono molto superiori al teorico - spesso anche di tre o quattro volte - e l'uniformità del rivestimento ottenuto è comunque modesta.
Inoltre gli oli applicati con i metodi tradizionali tendono a colare abbondantemente dai rotoli creando un serio problema di imbrattamento del pavimento dei reparti.
PRINCIPIO DELL'APPLICAZIONE ELETTROSTATICA
Richiameremo brevemente il principio dell'applicazione elettrostatica per coloro che non vi fossero familiari.
Cariche di nome uguale si respingono, cariche di nome opposto si attraggono. Inoltre filamenti o gocce di liquido immersi in un campo elettrico sono sottoposti alla pressione elettrostatica e si rompono in gocce sempre più minute, cariche anch'esse di elettricità, che mutuamente si respingono dando luogo ad una nube di prodotto finemente atomizzato.
Se a questa nube si contrappone una superficie carica di segno opposto, le goccioline vengono attratte su di essa e vi si depositano in modo uniforme.
In pratica al prodotto viene impartita una carica di solito di segno negativo e la superficie viene mantenuta a potenziale di terra, collegandola opportunamente alla massa, ciò che riesce particolarmente semplice e di pratica attuazione.
Le particelle - una volta depositate - abbandonano istantaneamente la loro carica elettrica, talchè sulla superficie rivestita non resta traccia alcuna del processo elettrostatico che ne ha favorito la deposizione.
DESCRIZIONE SOMMARIA DI UN'OLIATRICE ELETTROSTATICA
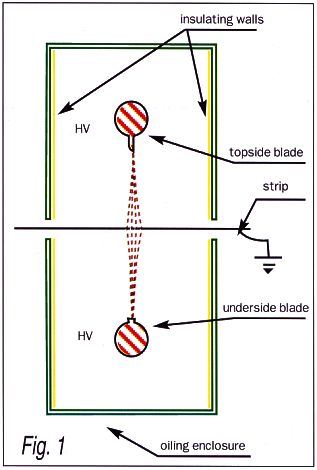
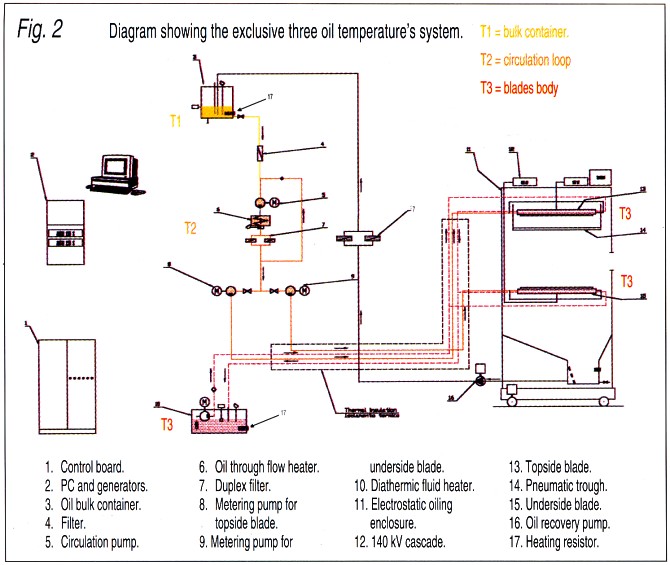
Un'oliatrice a doppia lama per nastri continui è fondamentalmente costituita come qui di seguito brevemente descritto (fig. 1 e 2).
L'olio viene riscaldato alla temperatura di applicazione in un serbatoio dotato di livello, sonda termostatica. riscaldatore elettrico per mantenere l'olio ad una temperatura T1 di 25-30°C sufficiente per mantenerlo fluido durante tutto l'anno.
L'olio arriva per gravità attraverso un filtro all'ingresso del nostro sistema di circolazione a circuito chiuso comprendente una pompa, un riscaldatore a passaggio ed un filtro duplex. Grazie a questo sistema una piccola quantità d'olio è riscaldata velocemente alla temperatura di lavoro T2 ad esempio 60° e continuamente filtrata: data la piccola quantità in gioco, l'olio resta ad una temperatura elevata per poco tempo evitando così cracking e conseguente modifica delle sue caratteristiche.
L'olio è quindi inviato sotto bassa pressione alle pompe dosatrici che sono riscaldate ad una temperatura T3 mediante la circolazione di un fluido diatermico. La quantità d'olio è controllata dal plc dell'oliatrice. La mandata delle pompe dosatrici può essere controllata mediante misuratori di flusso installati a valle delle pompe dosatrici garantendo un nuovo standard di precisione per queste macchine.
Le lame sono costruite in modo da assicurare l'afflusso uniforme dell'olio lungo la loro intera lunghezza.
Ogni lama è collegata ad un generatore di alta tensione elettrostatica a mezzo di un cavo speciale ad alto isolamento.
Il campo elettrico si concentra in corrispondenza del bordo affilato della lama, provocando un'intensa ionizzazione dell'aria circostante.
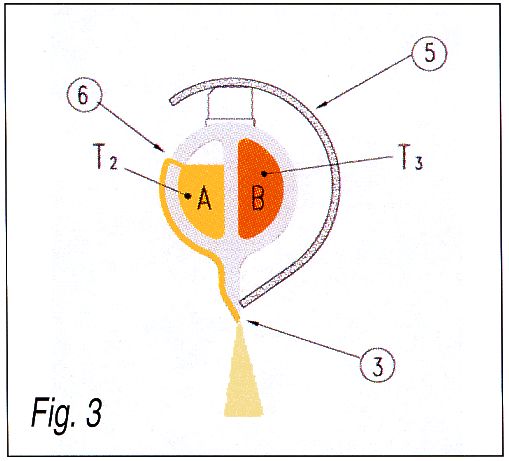
L'olio defluisce dalla lama in forma di filamenti che, sotto l'azione del campo elettrostatico, si rompono in gocce le quali a loro volta si dividono in goccioline sempre piu minute fino a formare una cortina di finissima nebbia. Sono possibili diverse configurazioni di lame, spesso diverse se previste per l'oliatura della faccia superiore o di quella inferiore dei nastro. Ci limiteremo a descrivere a titolo di esempio un tipo - brevettato - per oliatura della faccia superiore dei nastri, che ha la particolarità di consentire la termostatazione a mezzo di un opportuno fluido diatermico (fig.3). Nella cavità (A) del corpo della lama affluisce l'olio da applicare che trabocca da una serie di forellini e raggiunge il bordo affilato.
Nella cavità (B) circola invece il fluido diatermico isolante, che mantiene la lama alla temperatura impostata T3>T2 per esempio 70-80°C.
Si ha così un miglior controllo della viscosità del prodotto e quindi una finezza di atomizzazione costante.
Come è noto la temperatura fa diminuire la viscosità e la tensione superficiale del prodotto favorendone l'atomizzazione.
Con questa configurazione è resa possibile l'applicazione di prodotti molto viscosi o addirittura solidi a temperatura ambiente.
L'olio in eccesso (particolarmente quando la larghezza del nastro è inferiore alla lunghezza della lama) viene raccolto in una ghiotta inferiore munita di livelli indi aspirato da una pompa di recupero, filtrato dalle eventuali impurità e rimesso in ciclo.
Il fattore di utilizzo dell'olio è pertanto assai prossimo all'unità e non esistono problemi di inquinamento ambientale, abbattimento fumi e depurazione degli esausti.
CABINE
Per ragioni di sicurezza e di igiene le lame sono racchiuse in un'idonea cabina a passaggio (fig. 4).
La cabina è provvista di porte vetrate interbloccate con l'alta tensione e con l'alimentazione dei prodotto. Le pareti laterali della cabina sono rivestite di materiale isolante che funge da riflettore elettrostatico.
Speciali protezioni pure in materiale isolante proteggono l'integrìtà delle lame in caso di rottura del nastro.
Quando si devono oliare rotoli singoli anzichè nastro continuo, la cabina viene provvista di un'apposita tavola di infilaggio che permette il passaggio della testa del nastro attraverso la cabina e si ritrae poi automaticamente.
Esistono conformazioni di cabine di oliatura elettrostatica studiate per casi particolari ove le condizioni dell'impianto non consentono l'inserimento di una cabina standard.
E' il caso ad esempio dei laminatoi "Temper" dove gli spazi sono ridottissimi e le portate in gioco estremamente elevate.
Cabine di struttura particolare vengono anche realizzate per passaggio nastro in verticale.
Le cabine possono essere fisse o estraibili dalla linea.
VANTAGGI DEL SISTEMA
- Resa di deposizione estremamente elevata.
- Copertura uniforme.
- Grammatura perfettamente controllata.
- Nessun inquinamento ambientale.
- Nessuna nocività e completa sicurezza.
- Forte risparmio di prodotto. Almeno del 60% in confronto ai sistemi convenzionali.
- Ridotta manutenzíone, a causa dell'assenza di parti a contatto meccanico della superficie da trattare quali rulli, feltri, e simili.
- Processo completamente elettrostatico senza impiego nè di aria compressa nè di pressioni elevate.
- Basso consumo di energia.
- Silenziosità assoluta.
SORGENTE DELL'ALTA TENSIONE
I generatori convenzionali in bagno d'olio che operano a frequenza industriale ed impiegano raddrizzatori al selenio e condensatori di grande capacita, richiedono forti correnti, fino a 2 mA che, alla tensione massima prevista di 150 Kv, mettono in gioco una potenza di ben 300 W.
Con i moderni generatori elettronici si ottengono i medesimi risultati operando con correnti massime di 0,2 mA ossia, alla medesima tensione di 150 Kv, con una potenza erogata di 30 W.
lnoltre l'energia da essi immagazzinata e liberata in caso di scariche accidentali è assai inferiore.
I generatori elettronici sono costituiti da un modulo di comando solitamente montato nel quadro generale dell'impianto e da una "cascata" entro cui si genera l'alta tensione, che può essere montata in prossimità della lama, ad esempio sul tetto della cabina.
Il cavo di alta tensione - schermato - è così molto corto e non attraversa i reparti di lavorazione, garantendo la massima sicurezza.
E' inoltre possibile montare speciali dispositivi automatici di messa a terra del sistema per la rapida eliminazione delle cariche residue alla disinserzione. Non è in tal caso più necessario "scaricare" le lame con il fioretto prima di poterle toccare per interventi manutentivi.
Circuiti di blocco e di allarme rendono l'impiego di questi generatori estremamente sicuro.
La fornitura standard comprende due generatori, uno per ogni lama per ottenere gli indiscutibili vantaggi del sistema a due polarità: drastica riduzione della nebbia d'olio che esce dalla cabina e ridotta sovraoliatura dei bordi.
Noi proponiamo diversi livelli di automazione sino ai più sofisticati articolati su tre livelli dotati di PC di gestione, monitor a colori con varie pagine sinottiche, registrazione su disco e su stampante di tutti i dati di produzione e degli allarmi.
Un pannello operatore che mostra lo stato delle funzioni e gli allarmi è fornito come standard. il sistema di automazione avanzata può essere interfacciato, quando richiesto, a computers di livello superiore mediante profibus, interbus e sistemi di rete simili.
OLIATRICI ELETTROSTATICHE ELETTROSPRAY
Al momento i tipi di atomizzatori elettrostatici realizzati e proposti per soddisfare la più vasta gamma di applicazioni sono quattro:
| Tipo |
Range di grammatura |
| Lame standard |
0.3 - 3.5 g/m2 |
| Lame a fessura "wide range" |
0.02 - 3.5 g/m2 |
| Campane rotanti TURBODYN 50 K |
2 - 200 mg/m2 |
| Unità atomizzatrici PNEUMODYN |
2 - 5 g/m2 |
I parametri di scelta sono generalmente flessibili ed il miglior tipo di atomizzatore per l'applicazione in questione è di solito deciso caso per caso.
L'esclusivo design della lama ELETTROSPRAY
Periodi più lunghi sono ottenibili tra una manutenzione e l'altra in confronto alle lame a fessura della concorrenza, per le seguenti ragioni:
- Il principio su cui la lama opera non è basato sulla apertura della fessura per garantire l'uniformità lungo il nastro. La lama presenta aperture di passaggio dell'olio pari a dieci volte la sezione della fessura di una lama tradizionale escludendo perciò possibili intoppi.
- La qualità di atomizzazione è assicurata mediante l'uso di un singolo bordo affilato sulla lama superiore per una migliore propagazione del campo elettrostatico.
- La lama inferiore utilizza due distinti bordi affilati. Questo raddoppia la lunghezza effettiva della lama, con aumento della densità di atomizzazione ed eliminando nel contempo l'allagamento della lama, un problema frequente con le lame a fessura convenzionali (flooding).
- Le prestazioni sono migliorate grazie alle dimensioni piuttosto grandi della cavità di riscaldamento. Metà dell'interno della lama è atta a contenere il fluido diatermico, che è fatto circolare in grossa quantità da una capace centralina di riscaldamento.
- Lo speciale design della lama ed il rivestimento interno della cabina in materiale plastico isolante permettono al sistema di lavorare con un'intensità di corrente di circa dieci volte inferiore a quella della concorrenza. Si allunga di conseguenza la vita del sistema di isolamento e si riduce al minimo assoluto il rischio di un cedimento dell'isolamento.
Ciò significa intervalli più lunghi di manutenzione e ridotti tempi di fermata della linea. Infine la sicurezza di operazione è parecchio aumentata.
Lame a fessura "wide range"
Queste lame in acciaio di qualità sono utilizzate quando è richiesta un'ampia gamma di grammature di olio.
Esse rendono anche possibile l'applicazione di piccole quantità d'olio partendo da velocità nastro molto bassa.
Queste lame sono riscaldate mediante la circolazione di un fluido diatermico indipendente. Con questo tipo di lama sono ottenibili risultati sorprendenti.
Atomizzatori rotanti TURBODYN Inizialmente sviluppato per l'applicazione di vernice per l'industria automobilistica, questo sistema è stato modificato per l'applicazione di oli ad altissima e bassissima resistenza a nastri ferrosi e non. L'atomizzatore ELETTROSPRAY TURBODYN 50 K si presenta a forma di tazza di piccolo diametro che ruota fino a 50.000 giri/min mediante una turbina ad aria compressa. Normalmente l'olio atomizzato copre un'area circolare sul nastro di circa 600 mm di diametro effettivo. Si impiegano fino a quattro atomizzatori per ogni faccia del nastro. le novità in questo campo sono rappresentate dal controllo elettronico dei giri e dallo speciale ugello brevettato. Il sistema è ideale per l'applicazione delle bassissime quantità di olio normalmente richieste su tin-plate, black-plate e nastro di alluminio con impiego di DOS o altri prodotti difficili.
Unità PNEUMODYN Costruite dalla nostra divisione ELETTROSPRAY, questi atomizzatori sono uno sviluppo delle convenzionali pistole elettrostatiche usate per la verniciatura e possono essere utilizzate per l'applicazione di forti portate d'olio tipiche nei temper-mill, negli skin-pass o per oliare singoli fogli immediatamente prima di una pressa. Queste unità sono attrezzature ideali da usare all'uscita dei temper-mill dove si ottiene un grosso miglioramento rispetto ai convenzionali rulli assorbenti a contatto, spesso usati per questi scopi.

{kind=link}